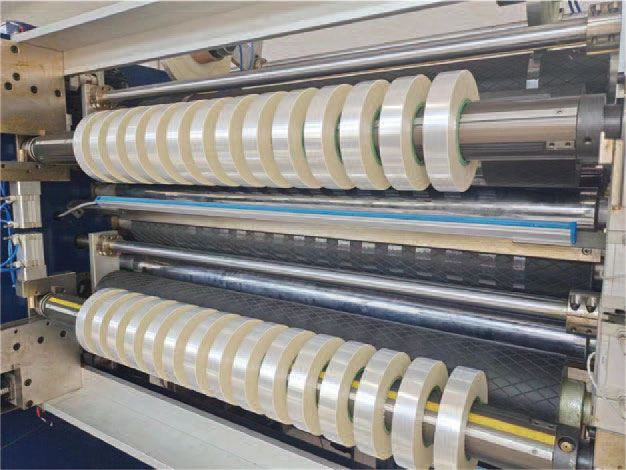
In the production and processing process of optical films, slitting is the key finishing process, but it is also the link with the highest quality risk. Optical films (e.g., brightening, polarizing, diffuser, reflective, etc.) have near-demanding surface quality requirements – any minor scratches, indentations, wrinkles, or dust adsorption can lead to the scrapping of the entire roll. The tension exerted during the operation of the slitting machine is often one of the core factors causing surface damage. Therefore, the design and implementation of a reasonable low-tension control scheme is of decisive significance to protect the surface of the optical film and improve the yield of the product.

1. Typical damage to the surface of the optical film due to excessive tension
Many optical films are made up of multi-layer composite materials and often have precision microstructures (such as prism structures) or functional coatings on the surface. When the slitting machine tension exceeds the material's tolerance, the following problems arise:
1. Tensile deformation and folds: Excessive tension can cause the membrane roll to stretch along the longitudinal direction and shrink unevenly laterally, resulting in permanent deformation or wavy folds, which destroys optical uniformity.
2. Surface scratches: Under high tension, the contact pressure between the film and the surface of the slitting knife and guide roller increases, and the microscopic protrusions are prone to scratches, especially for soft coatings (such as anti-reflective layers).
3. In-roll compression: The high winding tension leads to excessive pressure between the internal layers, adhesion between adjacent layers or collapse of microstructures, which is manifested as appearance spots or abnormal light transmittance.
4. Edge warping or cracking: High tension combined with the unsharp state of the slitting knife may cause micro-cracks at the edge of the membrane or even spread into tears during use.
2. The core principles of the low-tension scheme
To achieve effective protection, low-tension solutions must follow the following principles:
• Minimum sufficient tension: The tension value only overcomes the friction of the roll set and maintains a smooth film movement, without providing additional tightening force.
• Dynamic real-time adjustment: Automatically adjust the tension according to the change of film coil diameter and speed fluctuation to avoid local over-tightening.
• Low contact pressure in the whole path: In addition to the tension of the retraction and unwinding of the roll, the positive pressure of all guide rollers and pressure rollers on the film surface should also be reduced simultaneously.
• Slip-free rubbing path: Avoid relative sliding of the membrane surface with any stationary or asynchronously moving surface.
3. Key technical measures
1. Tension detection and closed-loop control
Highly sensitive tension sensors (e.g. load cell floating rollers) are used to monitor the tension values of unwinding, process segments and winding in real time. The controller (such as PID regulator) automatically adjusts the unwinding brake torque or the rewinding motor torque according to the deviation between the set value and the actual value. In the low tension range (e.g., below 30 N/m, depending on the thickness and width of the optic film), sensor accuracy and response speed are critical, and a low-hysteresis, frictionless sensor is required.
2. Floating roller type material storage buffer device
Low inertia floating rollers (dancing rollers) are set at the inlet and outlet of the slitting machine. The floating roller is subjected to constant back pressure by a low-friction cylinder, and its swing displacement corresponds to the amount of tension. When the upstream and downstream speeds are out of sync, the floating roller can absorb or release the material belt in a short time to avoid the impact of sudden tension changes on the film surface. The surface of the floating roller is covered with a layer of silicone or polyurethane and is kept clean to prevent sliding damage.
3. Active drive roller and follow-up guide roller coordinate
Conventional driven guide rollers may introduce additional resistance due to bearing friction. In the low-tension scheme, most of the guide rollers are changed to active synchronous drive, and the surface linear velocity accurately matches the film velocity, eliminating the relative sliding between the film surface and the roller surface. For follow-up rollers for steering only, air bearings or magnetic levitation bearings are used to reduce starting torque, and super-mirror stainless steel or Teflon coating is used for roller surface materials to reduce adhesion.
4. Low tension winding: center drive + surface contact pressure control
Winding is the end point of tension control, and it is also the link that is most likely to cause internal pressure damage and slip scratches. The recommended scheme is:
• Center drive torque taper control: with the increase of the coil diameter, the winding torque is gradually reduced, so that the internal tension is distributed from the core to the outside in a decreasing manner (the taper coefficient is usually set to 0.5~0.7). This avoids indentations caused by tight outside and loose inside.
• Auxiliary surface contact roller (riding roller): the light-touch pressure roller presses on the surface of the coil at a constant low pressure (such as 0.1~0.5 bar air pressure) to prevent bulging caused by air rolling during winding, and its circumferential speed is slightly faster than the film speed (speed ratio 1.01~1.03), and actively compresses the coil layer without excessive extrusion. The surface of the contact roller should be covered with soft and dust-free rubber.
• Elimination of static electricity: the low tension lower film and roller are easier to separate, and the risk of static electricity accumulation is high. Use ion air rod or active static eliminator to prevent abrasion and discharge damage caused by electrostatic adsorption of dust.
5. Optimization of slitting tools and tool slots
The low tension state requires minimal slitting resistance. Specific measures include:
• Use razor blade (single-edged) or pneumatic circular knives with a blade angle of less than 30°.
• The mating gap between the circular knife and the lower groove is accurate to 0.01-0.03mm, and the surface of the groove is sprayed with ceramic or hard chrome to reduce frictional heat and burrs.
• Oblique shearing (the knife shaft and the membrane are tilted at a small angle) to smooth the incision and reduce the need for longitudinal tensile force.
6. Simplified film path and low friction air flotation guide roller
Redesigned through-film paths to reduce unnecessary bends and the number of steering rollers. For long path sections, air floating guide rollers (porous stainless steel pipes pass through compressed air to form air cushions) are used to make the film surface non-contact suspension and completely eliminate friction damage, especially suitable for soft and easily abrasive optical films such as diffusion films.

4. Examples of practical application parameters (reference)
Taking PET-based brightening film with a thickness of 50μm and a width of 1000mm as an example, when the slitting speed is controlled at 50-80 m/min, the recommended tension parameters are:
| Workstation | Tension of conventional schemes (N/m) | Low tension scheme (N/m) | Note: |
| Unwinding tension | 40-60 | 15-25 | Automatically decreases according to the size of the roll |
| Process tension | 30-50 | 10-20 | It is necessary to ensure that the membrane does not drift |
| The initial tension of the winding | 35-55 | 12-18 | Decrease to 5-8 with coil taper |
| Contact roller pressure | 2-3N/cm | 0.5-1N/cm | Only anti-bulge is sufficient |
5. Implementation precautions
• Transition period caution: When switching from high tension to low tension, all sensors and drivers need to be recalibrated, and the slitting speed should be reduced (e.g. 30 m/min) to verify and gradually increase.
• Environmental cleanliness: Under low tension, the film surface is more likely to float and touch foreign objects, so it is recommended to place the slitting machine in the 1000-level purification room and clean all guide rollers regularly.
• Material adaptability: Extremely thin optical films (<20 μm) may require the addition of auxiliary electrostatic suction cups or low-viscosity film substrates, otherwise simply reducing the tension will not stabilize the film movement.
• Regularly check the tensioner: The sensitivity of the low tension zone will drift over time, so it is recommended to review the sensor accuracy with the weight method every month.
6. Conclusion
The key to protecting the optical film surface from slitting damage is to accurately control the tension in the range of "sufficient for smooth operation but never excessive stress". By adopting a series of technical combinations such as closed-loop low-tension control, floating roller buffering, active drive rollers, taper winding, and low-friction guidance, defects such as stretching, scratching, and crushing can be effectively avoided, and the slitting yield and final imaging quality of optical films can be significantly improved. For industries such as optoelectronic display and precision coating, this is not only a process requirement, but also a technical guarantee for the competitiveness of high-end products.
 What should you do if the film slitting machine wrinkles? A comprehensive analysis from root causes to countermeasures
What should you do if the film slitting machine wrinkles? A comprehensive analysis from root causes to countermeasures Accurate and consistent: Tension control and closed-loop correction full analysis of the high-precision solar film slitting machineFilm Slitting Machine Innovation Rankings: Five Breakthroughs to Watch in 2026
Accurate and consistent: Tension control and closed-loop correction full analysis of the high-precision solar film slitting machineFilm Slitting Machine Innovation Rankings: Five Breakthroughs to Watch in 2026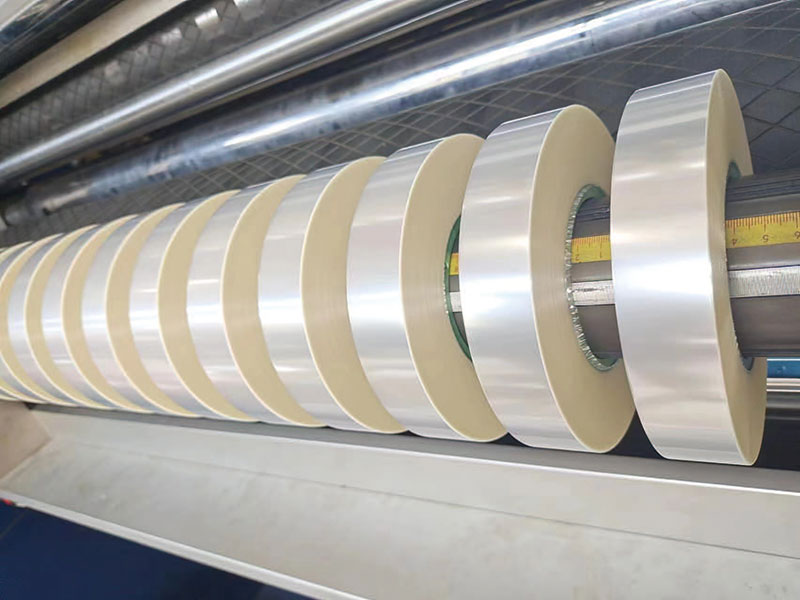 Film slitting machine technology trends: quieter, more stable, and more durableChoosing these three key points for a solar film slitting machine can save 20% of film material loss annually
Film slitting machine technology trends: quieter, more stable, and more durableChoosing these three key points for a solar film slitting machine can save 20% of film material loss annually




 1400mm Hot Stamping Foil Slitting Machine
1400mm Hot Stamping Foil Slitting Machine 800mm Hot Stamping Foil Slitting Machine
800mm Hot Stamping Foil Slitting Machine New Energy Ultra-thin Film Slitting Machine For Capacitive Film
New Energy Ultra-thin Film Slitting Machine For Capacitive Film 1350mm Hot Stamping Foil Slitting Machine
1350mm Hot Stamping Foil Slitting Machine