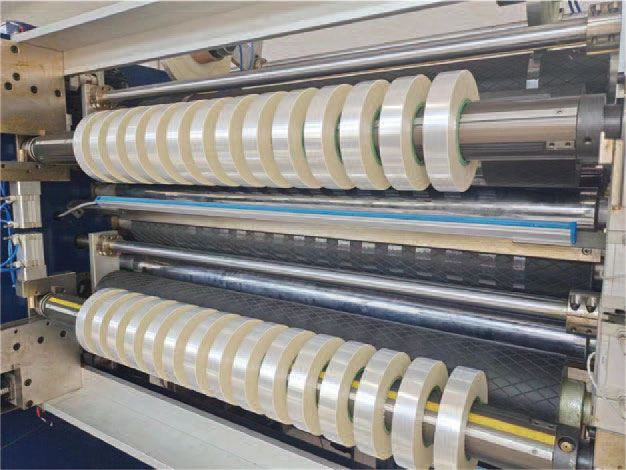
In film slitting processing, uneven end faces for winding have long been a headache—the film roll ends appear tower-shaped, crooked, honeycomb-shaped, loose, and even protruding in some areas, which not only affects appearance but also directly affects product delivery. If you encounter this situation, try to investigate and resolve it from the following three aspects.
Tension control: Identify the key "winding taper."
Rewinding tension is the primary factor affecting the neatness of the end face. If the tension is too high and the interlayer compression of the film is too tight, it is easy for the end face to protrude due to accumulated transverse thickness deviations; If the tension is too low, the film roll becomes loose, and the end face naturally cannot be neat.
The solution is to use taper tension control—as the coil diameter increases, the tension gradually decreases. A reference setting is: initial tension set to 100%, tension attenuation decreases by 5%~8% for every 10% increase in coil diameter, and finally drops to 60%~70%. This ensures a tight fit of the starting layer while avoiding overly tight outer layers during large rolling, which can cause end face deformation.
In addition, tension fluctuations should be monitored in real time during slitting. The state of the floating roll is an intuitive indicator—if the float roll tilts toward the unwinding direction, it indicates excessive tension; if it tilts toward the winding direction, the tension is too low. Timely fine-tuning to keep tension fluctuations within ±2% can effectively reduce end face unevenness.

Roller adjustment: Don't let the "final press" go wrong
The function of the winding compression roller is to press the film roll tightly during the winding process and expel air between layers. If the pressure roller is unbalanced or improper in pressure, the film material will bear uneven force, causing the end face to unevenly rise.
Checking the balance of the pressure roller is the first step. If the pressure at both ends of the roller is uneven, one end of the film roll will be tight and the other loose, causing the end face to naturally tilt. The balance of the pressure roller should be regularly checked and adjusted to ensure consistent pressure at both ends.
The pressure of the roller needs to increase linearly with the increase in roll diameter. Referring to empirical values, the pressure of the winding roller can be set at 0.08~0.20 MPa, and the pressure should be increased as the coil diameter increases. For materials with high airflow requirements, such as polyester film, a mid-height roller of 0.3mm~0.6mm can be used, so that the middle of the roller is closer to the film roll, facilitating air discharge.
Additionally, fine-tuning the winding gap is also very important. A patented solution proposes adding a fine-tuning unit to the press roller device, allowing precise control of the parallelism between the pressure roller shaft and the film roll shaft through adjustment bolts, solving the problem of uneven winding gaps caused by film thickness deviations.

Equipment accuracy: Check whether the roller is parallel and the rewinding shaft is centered
If tension and pressure rollers are adjusted correctly but still not neat, the problem is likely due to the precision of the equipment itself.
A common cause is that the guide rollers are not parallel. On the production site, a level or laser centering instrument can be used to check the parallelism of all guide rollers, with the target adjusted to within ±0.1mm/1000mm. Even the slightest deviation can be magnified during high-speed operation, causing the film to deviate.
The condition of the reel is also worth paying attention to. A bent winding reel, poor alignment of the top taper, or misalignment with the cutting panel can all directly affect the neatness of the end face. Regularly check whether the shaft is deformed, ensure the top cone is centered, and the rewinding shaft should be properly tight.
The synchronization of the retracting arm should not be overlooked. If the parameters of the rewinding arms at both ends are inconsistent, component forces will affect the flatness of the end face, requiring regular synchronous calibration.
To solve the problem of uneven winding, the core approach is "tension decrease, roller movement follows, and equipment alignment." These three are interconnected, and unilateral adjustments to one item often have limited effect and require coordinated effort. It is recommended to establish a "slitting parameter-quality index" record ledger, accumulate data to find the optimal parameter combination suitable for your equipment and materials, and gradually control end face unevenness within the target range of 1mm.
 What should you do if the film slitting machine wrinkles? A comprehensive analysis from root causes to countermeasures
What should you do if the film slitting machine wrinkles? A comprehensive analysis from root causes to countermeasures Accurate and consistent: Tension control and closed-loop correction full analysis of the high-precision solar film slitting machineFilm Slitting Machine Innovation Rankings: Five Breakthroughs to Watch in 2026
Accurate and consistent: Tension control and closed-loop correction full analysis of the high-precision solar film slitting machineFilm Slitting Machine Innovation Rankings: Five Breakthroughs to Watch in 2026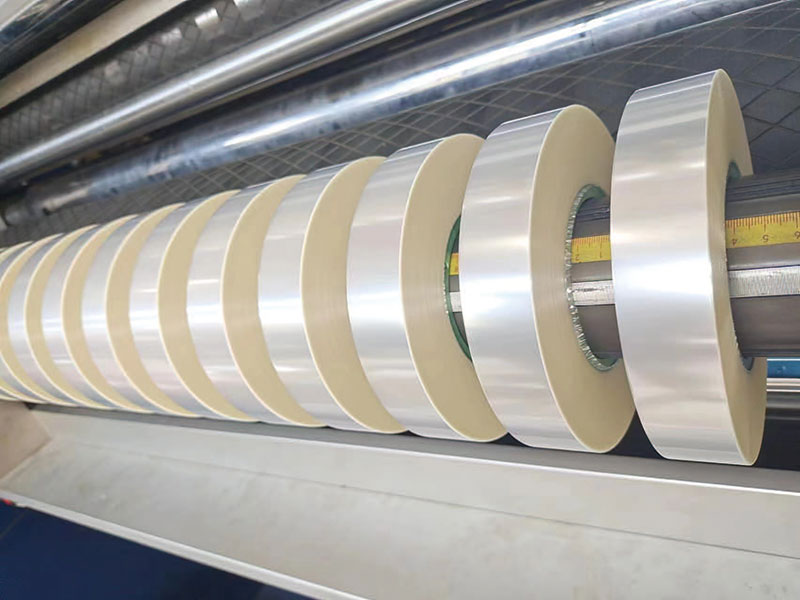 Film slitting machine technology trends: quieter, more stable, and more durableChoosing these three key points for a solar film slitting machine can save 20% of film material loss annually
Film slitting machine technology trends: quieter, more stable, and more durableChoosing these three key points for a solar film slitting machine can save 20% of film material loss annually




 1400mm Hot Stamping Foil Slitting Machine
1400mm Hot Stamping Foil Slitting Machine 800mm Hot Stamping Foil Slitting Machine
800mm Hot Stamping Foil Slitting Machine New Energy Ultra-thin Film Slitting Machine For Capacitive Film
New Energy Ultra-thin Film Slitting Machine For Capacitive Film 1350mm Hot Stamping Foil Slitting Machine
1350mm Hot Stamping Foil Slitting Machine