In the film processing industry, slitting accuracy directly impacts the final product quality and production efficiency. In the face of a dazzling array of slitting machine models on the market, how to quickly choose the most suitable one for your production line? This article will take you through three key steps to easily lock in a high-precision slitting solution.
Step 1: Clarify the slitting requirements – speak with data
Before screening equipment, first list your "hard indicators". It's like having to refract before getting glasses, the prescription is inaccurate, and no matter how good the lenses are, you can't see clearly.
• Film material type: BOPP, PET, PE, PVC, aluminum-plastic composite film, or special optical film? The toughness, thickness, and friction coefficient of different materials vary greatly, which directly determines the slitting method and blade selection. For example, elastic PE films require low tension control, while brittle optical films avoid small vibrations.
• Thickness and Tolerance Range: Conventional slitting may ± 0.1mm is sufficient, but lithium battery separators or capacitor films often require ± within 0.02mm. The stricter the tolerance requirements, the higher the requirements for the spindle runout and blade positioning accuracy of the equipment.
• Finished roll specifications: including slitting width (a few millimeters to a few meters), roll diameter size (e.g. 300mm or 800mm), core inner diameter (usually 3 inches or 6 inches). Extreme narrow bands or oversized coil diameters require special designs.
• Output and rewinding frequency: continuous high-speed production (such as more than 300 m/min) and multi-variety and small batch switching have completely different requirements for equipment structure and automation.
Key points of action: Make a "Slitting Requirements List" and write down each of the above specific values as a yardstick for subsequent comparison of equipment parameters.

Step 2: Keep an eye on the three core institutions - where does precision come from?
High-precision slitting is not achieved by a single component, but by the combined force of the entire system. Focus on the following three modules:
1. Unwinding and tension control system
Tension fluctuations are the culprits of uneven slitting and warped edges. High-end models will have closed-loop automatic tension control (adjusting the magnetic powder clutch or servo motor with real-time feedback from sensors) instead of simple open-loop control. For electrode films or easily stretchable materials, it is also necessary to investigate whether there is a low-tension module and a floating roller buffer mechanism.
2. Slitting knife unit
• Circular cutter: suitable for thicker or hard particle films (such as adhesive tape, protective film), divided into shear and extruded types. For high-precision occasions, razor blades or pneumatic pressing knives are preferred, with few burrs on the cutting edges.
• Flat knife: Used for extremely narrow or extremely thin films, but wears quickly.
• Key indicators: repeat positioning accuracy of insert installation (≤0.02mm), cutter shaft runout (≤0.005mm), blade material (such as imported tungsten steel or ceramic knife).
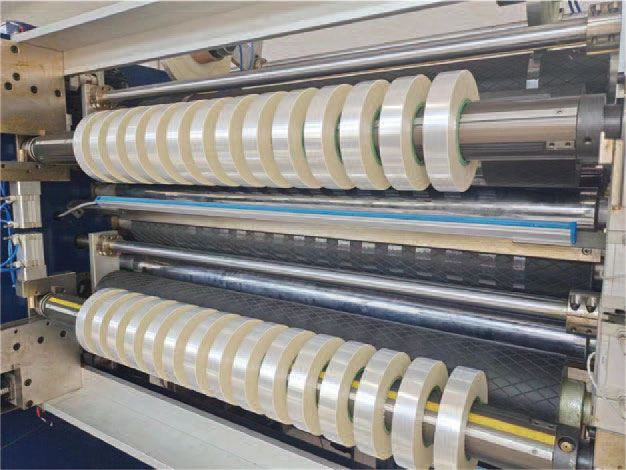
3. Winding and rolling system
The quality of winding determines the appearance of the finished product. To examine:
• Line contact uniformity of the rollers: Multi-section independent rollers are more adaptable to thickness fluctuations than segmented rollers.
• Servo drive of the winding arm: whether the taper tension reduction can be achieved (gradually reducing the tension from large to small rolls to prevent tightness inside and loosening outside).
• Dynamic balance level of winding roller: G2.5 or above is recommended, otherwise periodic jitter will occur at high speed.
Key points of action: Ask suppliers for the technical specifications of these three core organizations, and pay attention to whether there are keywords such as "closed loop", "servo", "dynamic balance report", etc., instead of just looking at the speed value on the promotional color page.

Step 3: Verification and testing - no test cut and no signing
No matter how beautiful the parameter table is, it is better to run a volume on the spot. The last and most important step in selection: test cutting with samples.
• Prepare real materials: bring the most difficult rolls of film on your production line (e.g. joints, rolls of uneven thickness, damp materials). Do not use perfect samples from suppliers.
• Post-test inspection:
◦ Use a magnifying glass or microscope to observe whether the cut edge is smooth, and whether there are burrs, white edges, and dust.
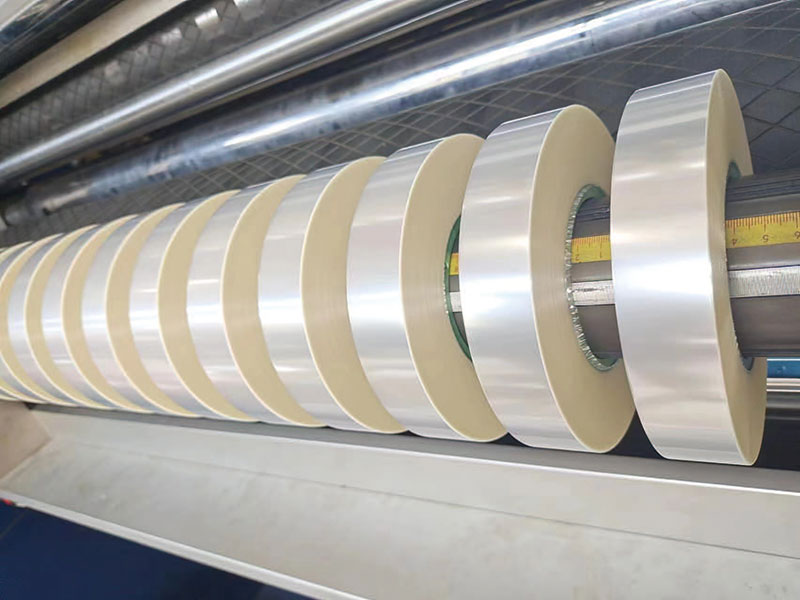
◦ Measure narrow width tolerance: measure every 500 meters to see stability.
◦ Touch the winding end face: whether there is a "chrysanthemum petal" protrusion or a whole inclination (called "split layer" or "tower winding").
• Operating noise and vibration: At 80% of the maximum design speed, the equipment should be free of significant resonance or sharp noises.
• Convenience of changing the roll and threading the film: Do it yourself and feel whether the human engineering of feeding, threading and unloading is reasonable.
Key points of action: Sign the "Trial Cutting Acceptance Agreement" with the supplier to clarify the acceptance standards (such as "continuous operation of 500 meters, width deviation ≤± 0.05mm, cutting edge without burrs"). It would be more convincing if it could accept on-site observations from customers who already had similar equipment.
Additional suggestions: Make trade-offs according to the stage of development
• Start-up or product diversity: Prefer general models with modularity, fast tool change, and adjustable tension range, although the absolute accuracy is not the highest, but the fault tolerance is strong.
• Large-scale production of a single product: Invest in customized high-speed slitting machines, such as lithium battery separator models, even if they are 30% more expensive, but have significant long-term yield advantages.
• Spare parts and technical support must be considered: imported equipment has high accuracy, but the lead time for blades, gears, and sensors is long; Domestic leading brands have caught up quickly in recent years and responded quickly after sales. Evaluate TCO (total cost of ownership) comprehensively, don't just look at the bare metal price.
Summary
The selection of high-precision film slitting machine is essentially a decision-making process of "demand quantification→ benchmarking → entity verification" by core institutions. Skipping any step can lead to thorny problems such as deflection, burrs, and uneven winding after production. Follow these three steps, even if you are new to slitting machines, you can confidently go head-to-head with suppliers and choose equipment that is truly suitable for the production line.
Finally, reminder: the higher the slitting accuracy, the better, just moderate. Too demanding requirements can significantly increase equipment costs and reduce production efficiency. Finding the best balance of "process requirements + equipment capacity + cost per roll" is the true essence of selection.
 What documents are needed before inquiring about a film slitting machine?
What documents are needed before inquiring about a film slitting machine? How to assess whether a film slitting machine manufacturer is reliable?
How to assess whether a film slitting machine manufacturer is reliable?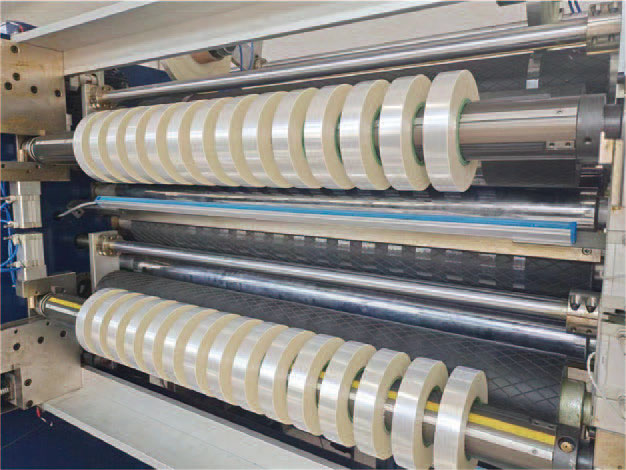 How to select a film slitting machine? The key is to look at these five pointsIn the low-carbon era, four feasible solutions for energy-saving retrofitting of film slitting machines
How to select a film slitting machine? The key is to look at these five pointsIn the low-carbon era, four feasible solutions for energy-saving retrofitting of film slitting machines What is the difference between hot stamping foil slitting machines and ordinary film slitting machines?
What is the difference between hot stamping foil slitting machines and ordinary film slitting machines?




 1400mm Hot Stamping Foil Slitting Machine
1400mm Hot Stamping Foil Slitting Machine New Energy Ultra-thin Film Slitting Machine For Capacitive Film
New Energy Ultra-thin Film Slitting Machine For Capacitive Film 800mm Hot Stamping Foil Slitting Machine
800mm Hot Stamping Foil Slitting Machine 1350mm Hot Stamping Foil Slitting Machine
1350mm Hot Stamping Foil Slitting Machine